我们的技术
对温度控制有严格要求的物流和仓储等行业是全球食物和物品供应链的核心基础设施。我们相信冷链冷藏车辆系统技术所激发的创新将从根本上影响行业的发展,德维鲁普鲁冷冷藏车厢将努力成为冷链运输技术革新的驱动者。我们的目标是使用创新技术减少冷藏运输中的的能耗浪费和经济成本,从而使客户获得更多的受益。
聚氨酯材料研发+冷藏车厢系统整体解决方案
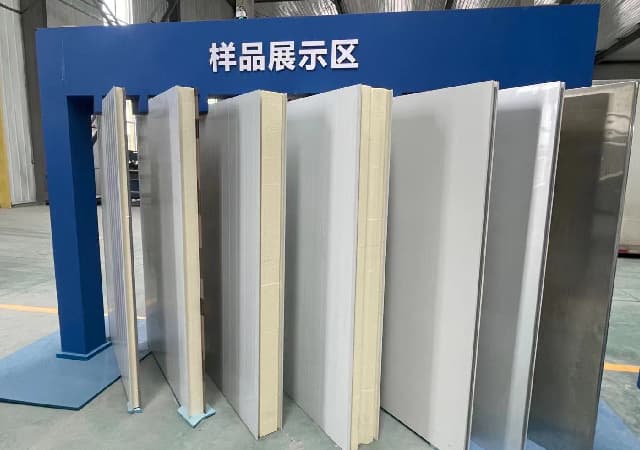
聚氨酯材料技术
我们研发的聚氨酯硬质泡沫导热系数低、热工性能好、阻燃性能高,彻底解决了当前聚氨酯在保温领域中的难燃问 题,大大提高了阻燃系数 。

冷藏车厢系统解决方案
我们根据冷藏车厢容量,温度要求,充分考虑车辆制冷系统的开发与匹配,结合当前车辆智能化、5G通讯及传感技术,提供优异的冷链运输车厢整体解决方案 。
我们的成绩
我们为冷链冷藏运输行业一体化,智能化发展创新创优,通过二十多年的探索,获得了一系列的荣誉:ISO9001-2008质量管理体系认证,欧盟CE认证,“中国制冷学会会员单位”,中国优秀冷链物流装备企业、“中国聚氨酯协会会员单位”,“中国仓储协会会员单位”,“山东制冷学会理事长单位”,“聊城市企业技术中心”,“中国冷链50强”“优秀科技创新企业”等荣誉及诸多技术和产品专利。
0+
年研发投入150万以上
0+
中高级职称技术人员60余人
0+
三十多项技术专利




精心制造 高效如一
领先的生产装备造就高质量产品,满足客户定制化需求。公司具备强大的冷库墙板和设备制造实力,拥有全自动激光切割、模压、喷胶、焊接等设备,生产效率和自动化水平行业领先,在短时间内保证高效而灵活的生产,创造卓越产品。
0辆
冷藏车
0㎡
聚氨酯板年产超过100万平方
0+
冷库门年产能超过五千套
0+
年产移动板房1000套
新型聚氨酯夹心板材自动生产线






冷暖相知 品质如一
客户所期待的,是具有高水准、高质量的产品。为满足客户的需求,我们严格把关生产工序和服务,保证质量长久稳定。我们将生产、供应和服务的各阶段纳入质量管理中,整合为系统化的质量管理体系。利用各种精密测试设备和方法,对产品进行产品性能测试,满足各种应用条件要求。
十大品质工序
合厢
1、各面板粘接牢固,粘接处平整,厢板粘接面间隙≤2mm,
各结合面涂胶均匀无漏涂、无缝隙,保证厢体密封性。
2、合厢铆钉螺丝无歪斜,无漏装,紧固到位。
3、各板材,附件清胶彻底,无合厢胶残留。
密封胶施工
打胶均匀,宽度一致,无气泡,无漏涂。
灯具安装
1、灯具箱体两端尺寸不大于900mm,中间均匀安装,间距
不大于3000mm。
2、各灯具安装牢靠,螺丝紧固,线路连接牢靠,无需连松脱
灯线。
反光板安装
反光器红白两件为一组,厢体后侧由白色开始向前依次安
装,以白色结束,粘贴前清理粘接面无粉尘污染影响粘接质
量。每组之间间距150mm误差≤10mm;后门框连续粘贴;
左右侧板上角成倒“L”型粘贴。间距均匀、平直、牢靠。尾门
大反光板距地面≤2500mm、左右对称、高度一致。
上装
整车尺寸符合技术要求,厢体与底盘无干涉、摩擦;螺丝紧
固到位;无漏装现象。
门胶条安装
1、胶条与门板接触紧密,四角周正,中间平直,胶条与后门
框接触紧密平整。
2、铆钉与压条端部距离不大于150mm,中间间距100mm,
内装饰条铆钉间距200mm。
3、胶条外槽用L型压条,内槽用平压条,门板内装饰用L型压
条,四角45度连接。压条允许拼接,但拼接段长度不小于
500mm。压条端部距门板四角不得大于10mm,压条拼接处
不得有缝隙。
包边安装
1、包边与厢体接触严密无缝隙,平直不得弯曲。
2、包边允许拼接,拼接缝平直,包边与后门框及前包边缝隙
要平直,缝隙小于2mm。
3、顶部包边与厢体打胶密封。
标识粘贴
粘贴位置一致,无歪斜、褶皱、气泡;后门粘贴标识为门板左
右居中;左右门板对称张贴、高度一致。
整车美容
各厢板及附件清理彻底无污染;厢内及顶外无异物残留。
整车接电
各灯具工作正常;线路连接牢靠,无虚连、松脱、灯线紧绷受
力现象;灯线固定牢靠,线路固定牢靠,无裸露不影响整车
外观。